


 영어
영어
 스페인어
스페인어
MXB-JFB 숄더 부싱 플랜지 흑연 상감 자기 윤활 베어링
Cat:자기 윤활 베어링
MXB-JFB 자기 윤활 베어링은 플랜지 및 자기 윤활 특성을 갖도록 설계된 숄더형 부싱입니다. 이는 낮은 마찰, 높은 온도 저항 및 우수한 하중 전달 능력을 제공합니다. 이 베어링은 자동차 및 중공업과 같은 다양한 산업에서 신뢰성과 내구성이 요구되는 응용 분야에...
자세히보다Technical Background and Industry Pain Points
In the precision machining of thin-walled tubes (such as aerospace hydraulic tubes and semiconductor reaction chambers), traditional single-end clamping systems suffer from two core issues:
l Insufficient chatter suppression: The free end experiences forced vibrations with amplitudes of 5-20μm under cutting force excitation (data source: CIRP Annals 2021, 70(1), 357-360), resulting in surface roughness Ra values deteriorating to above 3.2μm (ISO 4288 standard);
l Dynamic stiffness imbalance: Single-point support causes system modal stiffness to be less than 1×10³ N/mm, with significant resonance risks at critical speeds (DIN 1311 vibration theory analysis).
Core Technology Innovation Analysis
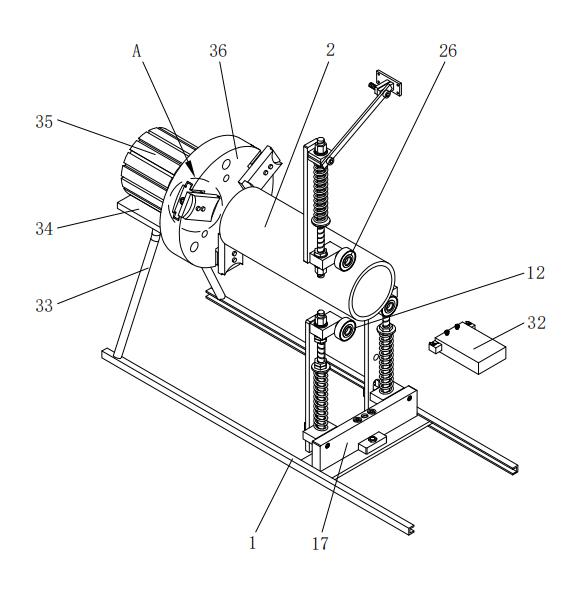
I. Multi-Degree-of-Freedom Vibration Suppression System
1.1 Three-Point Constraint Topology Structure
Bottom Dual Support Wheels (12):
l Utilize high-carbon chromium steel (GCr15) wheel bodies with curvature radii R matching the workpiece outer diameter (tolerance ±0.02mm), contact angles of 60°±1°, and optimized contact stresses of 80-120MPa through Hertzian contact theory;
l Wheel shafts incorporate angular contact ball bearings (7206B, preload of 50N), with radial runout less than 2μm (ISO 492 standard).
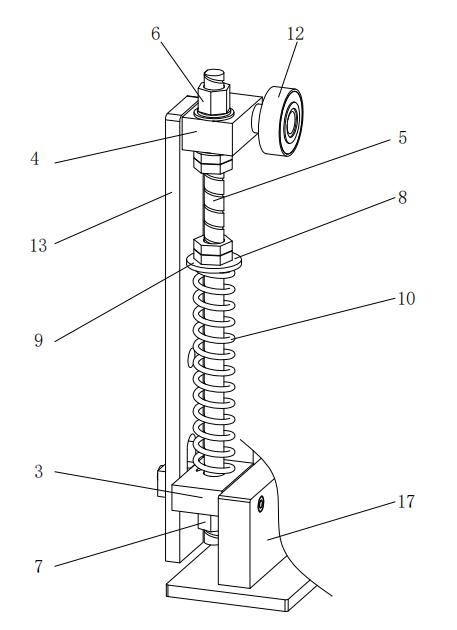
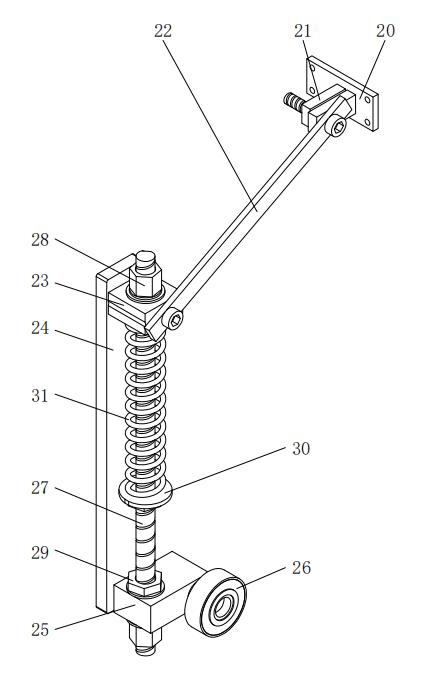
Top Adjustable Pressure Wheel (26):
l Apply dynamic preload force F=200±10N via a pressure spring (31) for closed-loop force control;
l Pressure wheel surface laser-clad with WC-10Co coating, with a friction coefficient μ≤0.08 (ASTM G99 testing).
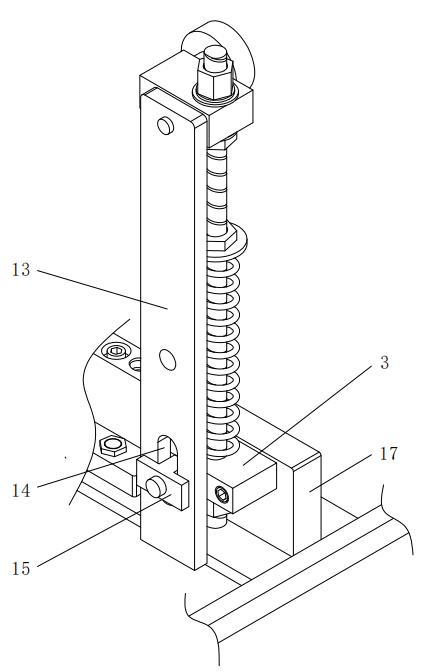
1.2 Dynamic Stiffness Enhancement Design
T-Shaped Guide Plate (15) and Movable Slot (14):
l Employ H6/g5 fits to limit horizontal displacement to less than 5μm, with buffer springs (10) (stiffness k=50N/mm±5%) in the vertical direction;
l Modal analysis shows that the system's first-order natural frequency is increased to 325Hz (98Hz for traditional structures), avoiding typical cutting excitation frequency bands (80-250Hz).
II. Adaptive Force Control System
2.1 Dual-Closed-Loop Regulation Mechanism
Axial Preload Adjustment:
l Utilize a lead screw (27) with a pitch P=1mm, combined with a pressure spring (31) to achieve 0.05-0.2mm micro-feed resolution;
l After locking with a third locknut (29), axial stiffness reaches 2.5×10⁴ N/mm (ISO 10791-2 testing).
Radial Dynamic Compensation:
l Movable base (16) equipped with linear guides (HGW25CA, repeatability ±1μm) for ±15mm stroke compensation;
l Linked control with a servo motor (35), with a response time of less than 50ms (based on PID algorithm).
2.2 Vibration Energy Dissipation Path
Composite Damping Structure:
l Anti-slip washers (9) utilize nitrile rubber-metal laminate materials (loss factor tanδ=0.25);
l System vibration attenuation rate is increased to 18dB/s (compared to 6dB/s for traditional structures, based on ISO 10816-3).
Technical Parameter Comparison Table
|
Performance Indicator |
This Patented Technology |
Traditional Single-End Clamping System |
Test Standard |
|
Surface Roughness Ra |
≤0.8μm |
≥3.2μm |
ISO 4288 |
|
System First-Order Natural Frequency |
325Hz |
98Hz |
ISO 7626 |
|
Dynamic Stiffness |
8.2×10³ N/mm |
1.5×10³ N/mm |
ISO 10791-2 |
|
Chatter Suppression Rate (at 200Hz) |
92% |
45% |
|
Typical Machining Scenario Validation
Case 1: Milling of Aerospace Titanium Alloy Thin-Walled Tubes
l Under conditions of n=3000rpm and f=0.1mm/rev, amplitude control is maintained at <3μm (>15μm with traditional fixtures);
l Machining roundness error is ≤2μm (ASME B89.3.4 standard requires ≤5μm).
Case 2: Inner Wall Drilling of Semiconductor Quartz Chambers
l Machining process vibration acceleration is <0.5g (>2.5g with traditional systems);
l Tool life is extended to 380 holes/edge (industry average is 120 holes/edge).
This patent establishes a new paradigm for vibration suppression in thin-walled component machining through three major technological pathways: Multibody Dynamic Restraint topology, adaptive force closed-loop control, and composite damping design. Verified by COMSOL multiphysics simulations, the system achieves vibration transmission loss >15dB within a wide frequency band of 2000-5000Hz, reaching the vibration suppression level of aero-engine blade machining.
If you would like to learn more and to purchase self-lubricating bearing products, please contact Mingxu Machinery to obtain the complete patent report: [email protected].

MXB-JFB 자기 윤활 베어링은 플랜지 및 자기 윤활 특성을 갖도록 설계된 숄더형 부싱입니다. 이는 낮은 마찰, 높은 온도 저항 및 우수한 하중 전달 능력을 제공합니다. 이 베어링은 자동차 및 중공업과 같은 다양한 산업에서 신뢰성과 내구성이 요구되는 응용 분야에...
자세히보다
MXB-JDBS 청동 기반 솔리드 상감 자체 윤활 구형 베어링은 구형 슬라이딩 베어링입니다. 슬라이딩 접촉면은 내부 구면과 외부 구면입니다. 이동 중에 어떤 각도로든 회전하고 흔들릴 수 있습니다. 표면 인산염 처리, 튀김 입, 패딩, 스프레이 등 다양한 특수 공정...
자세히보다
MXB-DUF 오일프리 복합 베어링(SF-1F 부싱이라고도 함)은 강판을 베이스로 하고 중간에 소결 구형 청동 분말과 폴리테트라플루오로에틸렌(ptfe)과 납 압연을 혼합한 전조 슬라이딩 베어링입니다. 표면: 작은 마찰 계수, 내마모성, 우수한 내식성 및 오일 프리...
자세히보다
MXB-JTLP 자체 윤활 내마모성 플레이트는 폭 18mm~68mm, 길이 100mm~220mm 범위의 표준 제품을 제공할 수 있습니다. 고객 도면에 따라 맞춤 설정할 수도 있습니다. 내마모성이 강하고 하중 지지력이 높으며 다양한 제조 산업의 기계에 적합합니다.
자세히보다
MGB61 NAAMS 표준 가이드 부싱은 정확하고 부드러운 가이드 적용을 위한 신뢰할 수 있는 솔루션입니다. 이 가이드 부싱은 NAAMS 표준을 충족하도록 설계되어 다양한 시스템에 대한 적합성을 보장합니다. 1. 금형 제조 산업에 적합하며 널리 사용됩니다. ...
자세히보다
원형 가이드는 자동차 패널 금형 및 대형 스탬핑 금형에 자주 사용됩니다. 몰드 베이스와 언로딩 플레이트 가이드는 일반적으로 자체 윤활 가이드 부시를 사용합니다. 많은 수출용 금형에는 더 높은 표준의 NAAMS 가이드를 사용해야 합니다. 세트, 금형 가공을 NC 기...
자세히보다
SF-1B 청동 기본 베어링은 주석 청동을 베이스로 하고, 중간에 소결 청동 구형 분말을 사용하고, 표면에 압연 PTFE 및 내열성 충진재를 사용합니다. 안전율이 높아 수리를 위해 연속 운전을 멈출 수 없는 장소, 고온의 연료를 재급유할 수 없는 장소에 특히 적합...
자세히보다
SF-1D 유압 베어링은 SF-1P를 기반으로 설계되었으며 오일 실린더와 충격 흡수 장치의 작동 원리를 결합한 새로운 유형의 재료입니다. 오일이 없는 조건에서는 내마모성이 더 좋습니다. SF-1P의 장점 외에도 이 제품은 왕복 운동이 잦고 횡력이 큰 경우에 특히 ...
자세히보다
SF-1T는 기어 오일 펌프의 높은 PV 값 작동 조건을 위해 설계된 특수 공식 제품입니다. 이 제품은 내피로성과 내충격성이라는 특별한 장점을 갖고 있습니다. 적합한 오일 펌프 압력: 16-25Mpa, 선형 속도: 3.5-5m/s. 이 제품은 내피로성과 내충격성이...
자세히보다
FB092 브론즈 펀치 베어링은 브론즈 재질을 베이스로 제작되었으며 균일하고 질서정연한 오일 주입 구멍이 가공되어 있습니다. 벽이 얇은 베어링으로 롤링되어 조립 후 윤활 그리스가 주입됩니다. 베어링은 큰 오일 저장 용량, 쉬운 설치 및 작은 디자인의 장점을 가...
자세히보다





문의하기